Hydroazma company is the most specialized reference for repairs and troubleshooting of types of plastic injection devices. It is proud to have an experienced and experienced staff in the field of specialized repairs of all types of plastic injection devices. It is ready to provide any specialized services. Plastic injection machines are repaired in all provinces of the country. Please contact the plastic injection machine repair unit of Hydroazma company to send a repair request from other provinces.
Specialized repairs of plastic injection machines of Hydroazma company include the following:
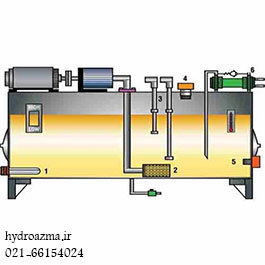
Providing hydraulic services and repairs (pump service, hydraulic motor, PQ valve and removing oil from jacks)
Providing mechanical services and repairs (clamp watch, clamp lubrication service and restoration of cut tiebar)
Providing electrical services and repairs, including board repairs and PLC installation
Plastic injection is one of the most common methods of producing high-volume plastic parts. In short, plastic injection is a process that involves injecting molten plastic into the mold, cooling it, and then removing the part from the mold. But in fact, plastic injection is a complex and complete process. The plastic injection machine consists of the following three main parts.
Injection unit
Mold
Clamp
Format errors
Malfunctions in the main and partial equipment, various variables, simple and apparently minor mistakes in the early stages of production can lead to major problems and lack of quality of the final parts. These defects can also reduce production speed and efficiency. First, we will mention some of the defects that can occur in molding.
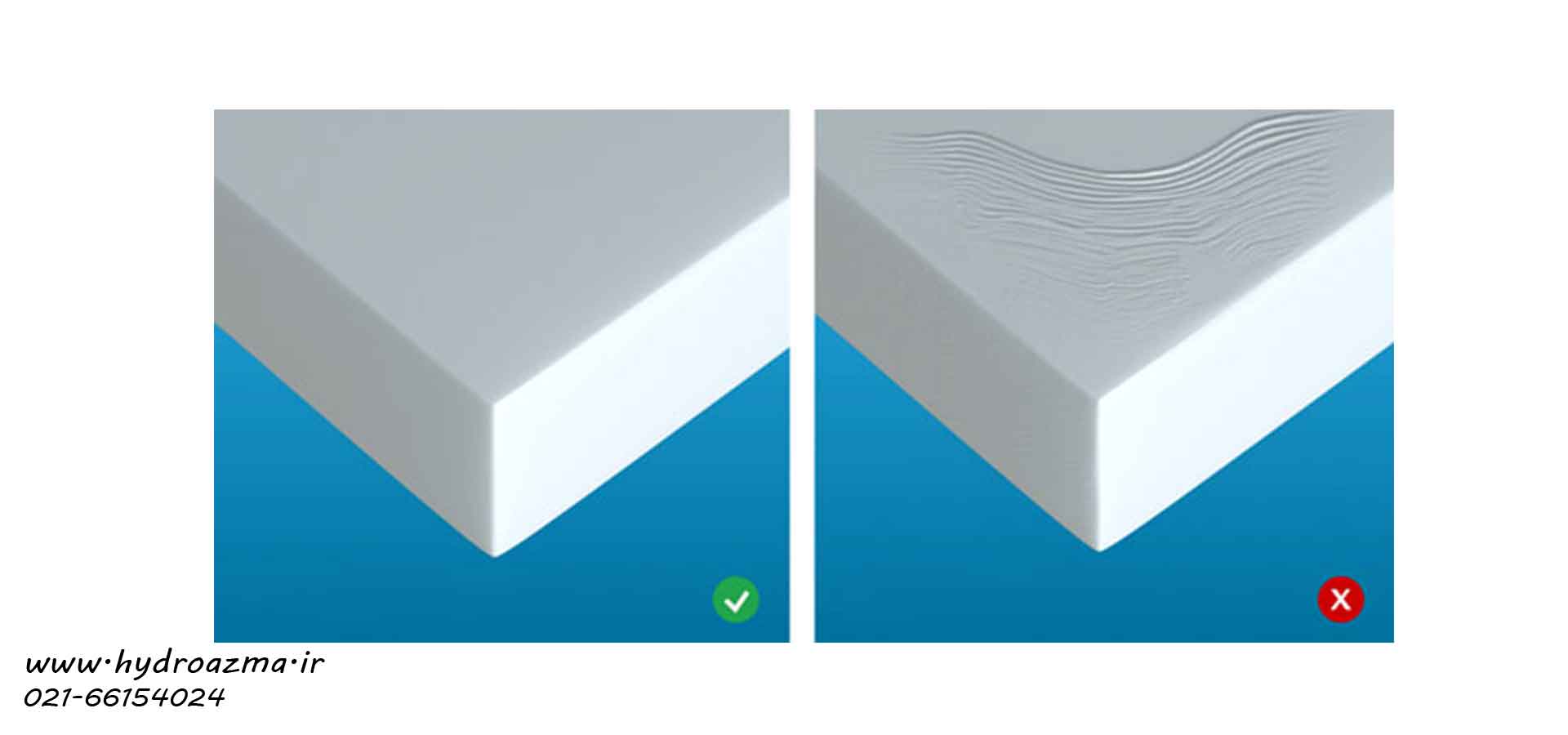
The presence of flow lines on the final product
The flow lines, streaks and non-colored lines that appear on the part are the evidence of the injection of molten plastic at different speeds into the mold. Also, this defect can occur due to very low injection pressure. Flow lines can also be seen in parts of the mold that have less thickness. Therefore, maintaining the thickness of the walls or the proper size of chamfers and fillets are very important. Placing the gate in thin walls can reduce this problem.
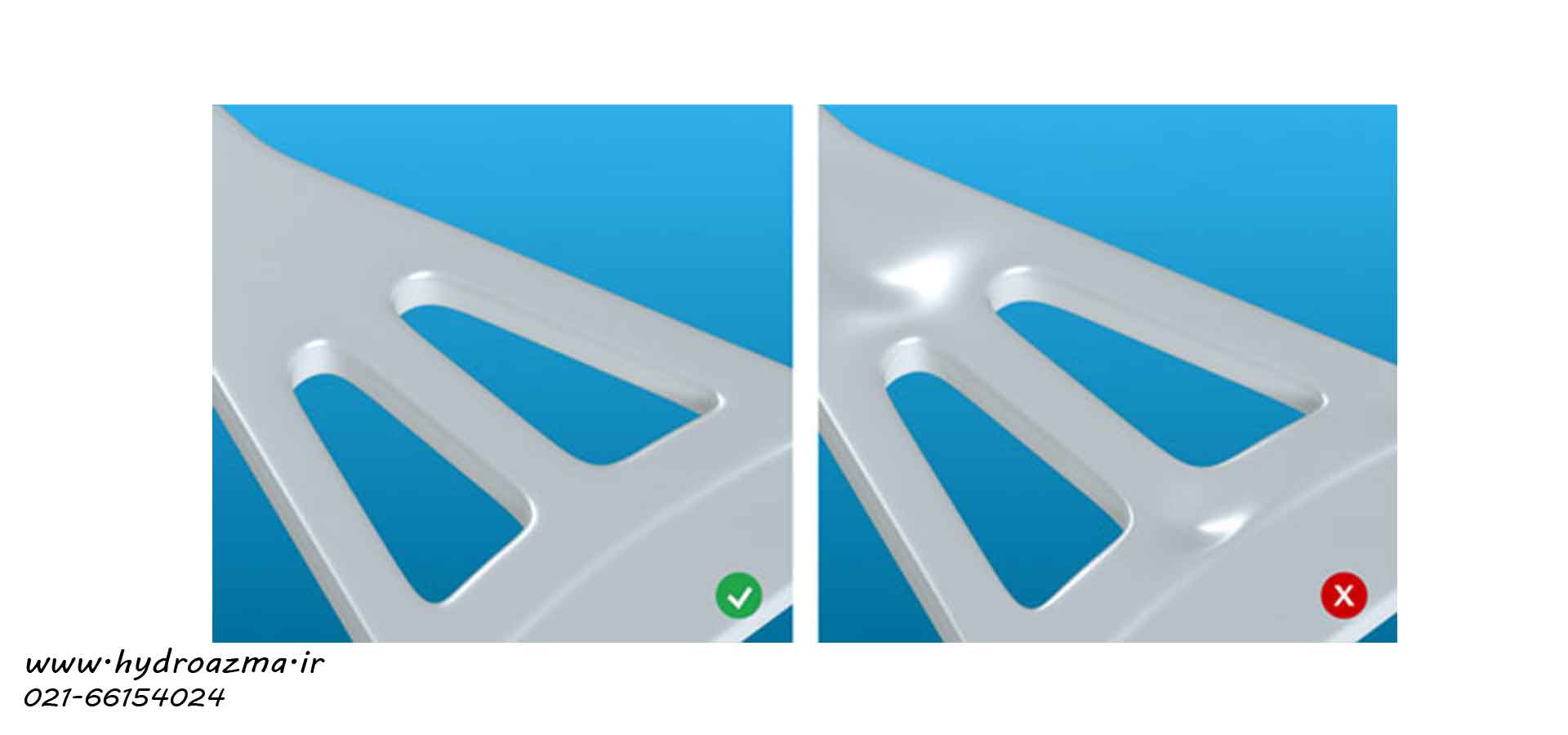
Signs of subsidence
These symptoms occur mostly in parts of the piece with greater thickness. Thick parts of the part need more time to cool. This difference in the cooling speed of the internal parts compared to the external parts will cause depressions on the part surface. These symptoms are sometimes solved by reducing the thickness of the walls, which helps to make the cooling process uniform and complete. Also, insufficient pressure in the mold inlets and excessively high temperatures will not be ineffective in causing this problem.
Layering of the part surface
In this case, parts of the piece can be seen as thin layers. These layers look like coatings that can be removed from the surface. This defect occurs due to the presence of contaminants in the material. These contaminants are not integrated with the molten plastic in the mold and will cause local defects. Flying equipment can also contribute to this problem. To prevent this defect from happening, the temperature of the mold should be increased and the mechanism for ejecting the part from the mold should be adjusted so that less equipment is needed. Proper drying of plastic before molding can also help in solving this problem.
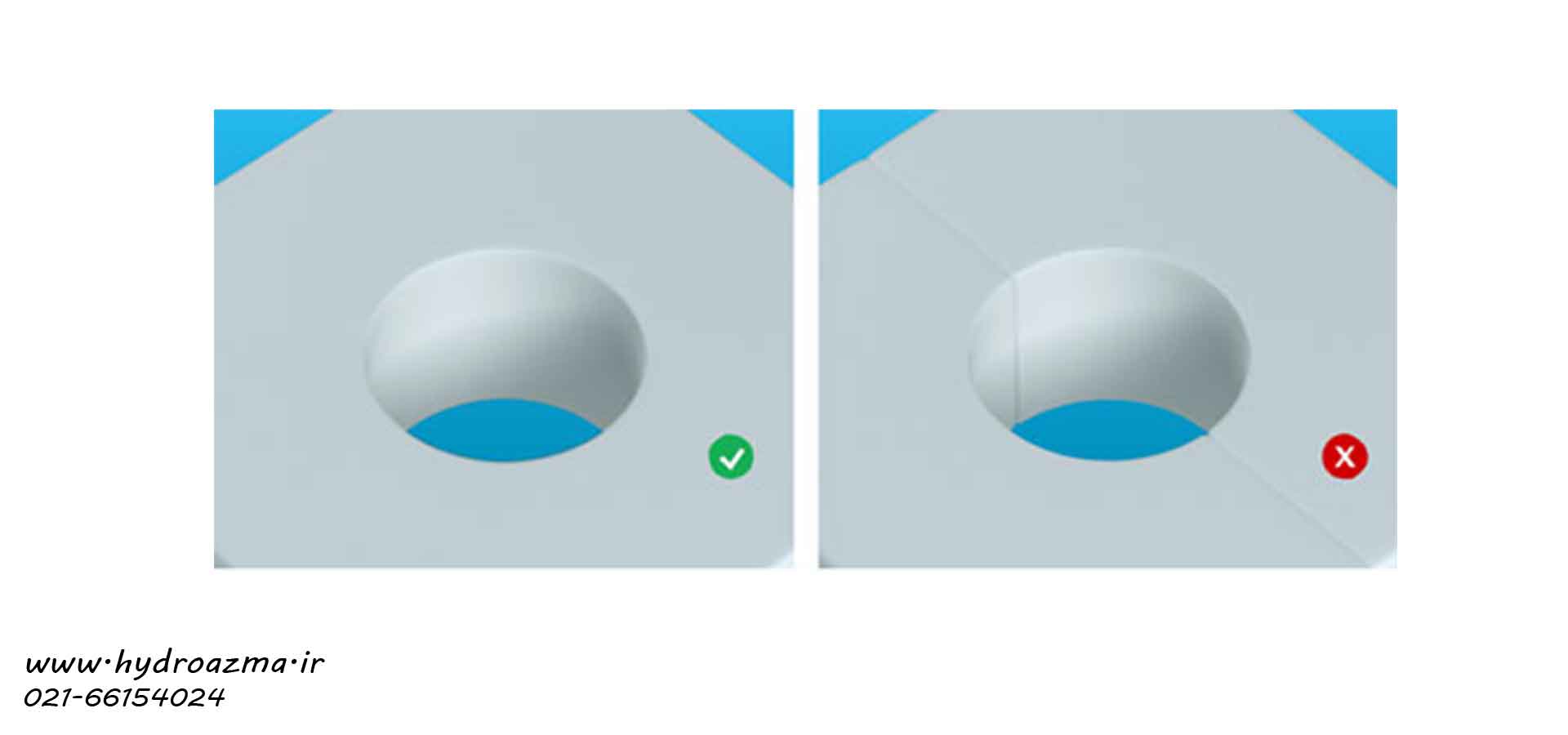
Weld lines
This problem occurs when two streams of molten plastic at inappropriate temperatures meet in the mold. When these two currents meet, they are not properly united and cause a weld line, which can reduce the overall strength and durability of the part. An increase in the temperature of the molten plastic can help to delay the cooling operation, increase the injection speed and pressure. Plastics with low viscosity and melting point are less prone to welding lines in the mold.
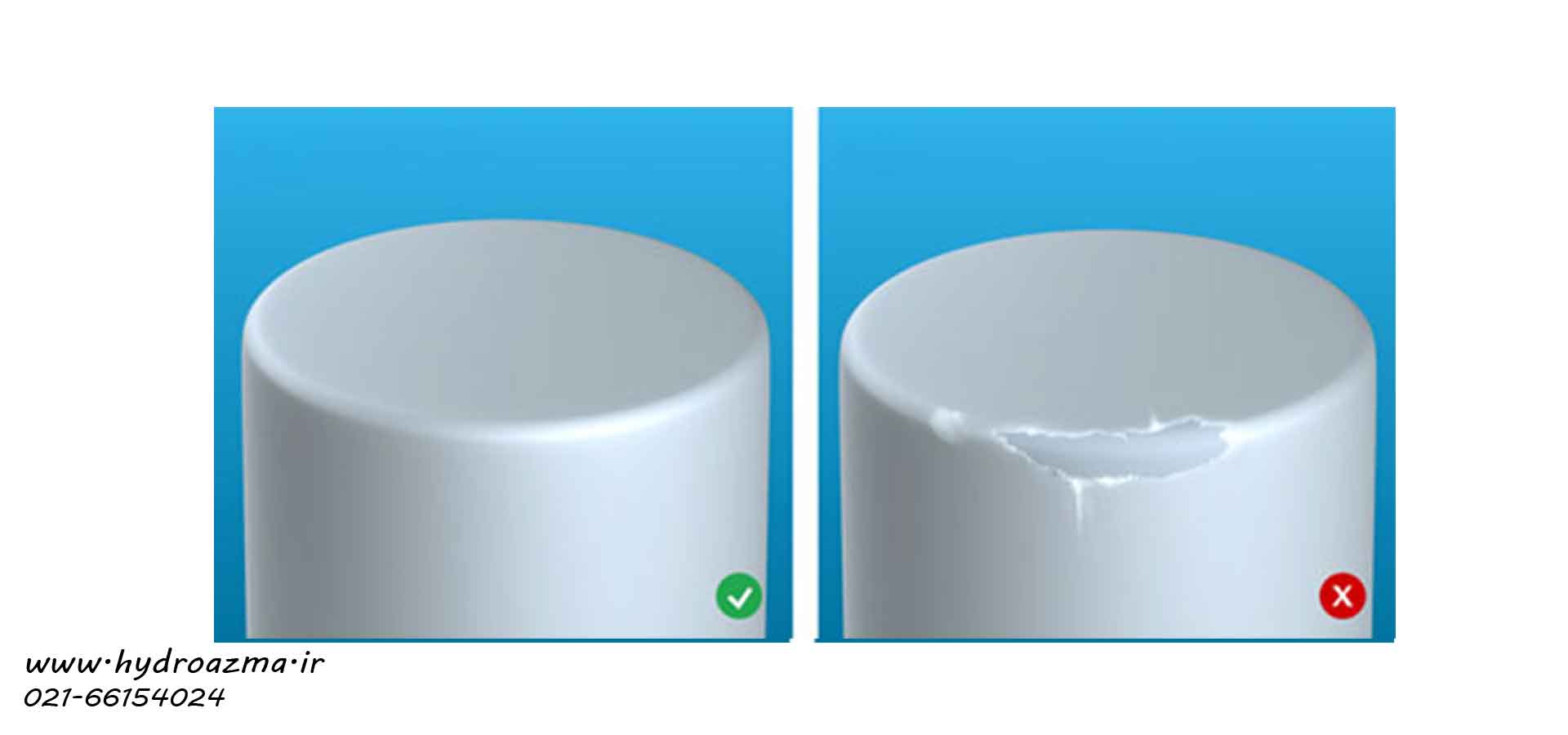
Small defects in the piece
This problem occurs when the molten plastic does not completely fill the mold and as a result parts are produced incompletely and unusable. Among the causes of this problem, we can point out very narrow or blocked entrance paths, trapped air holes, insufficient injection pressure, material viscosity and mold temperature. Increasing the temperature of the mold and placing more paths for better air exit can help reduce the occurrence of this problem.
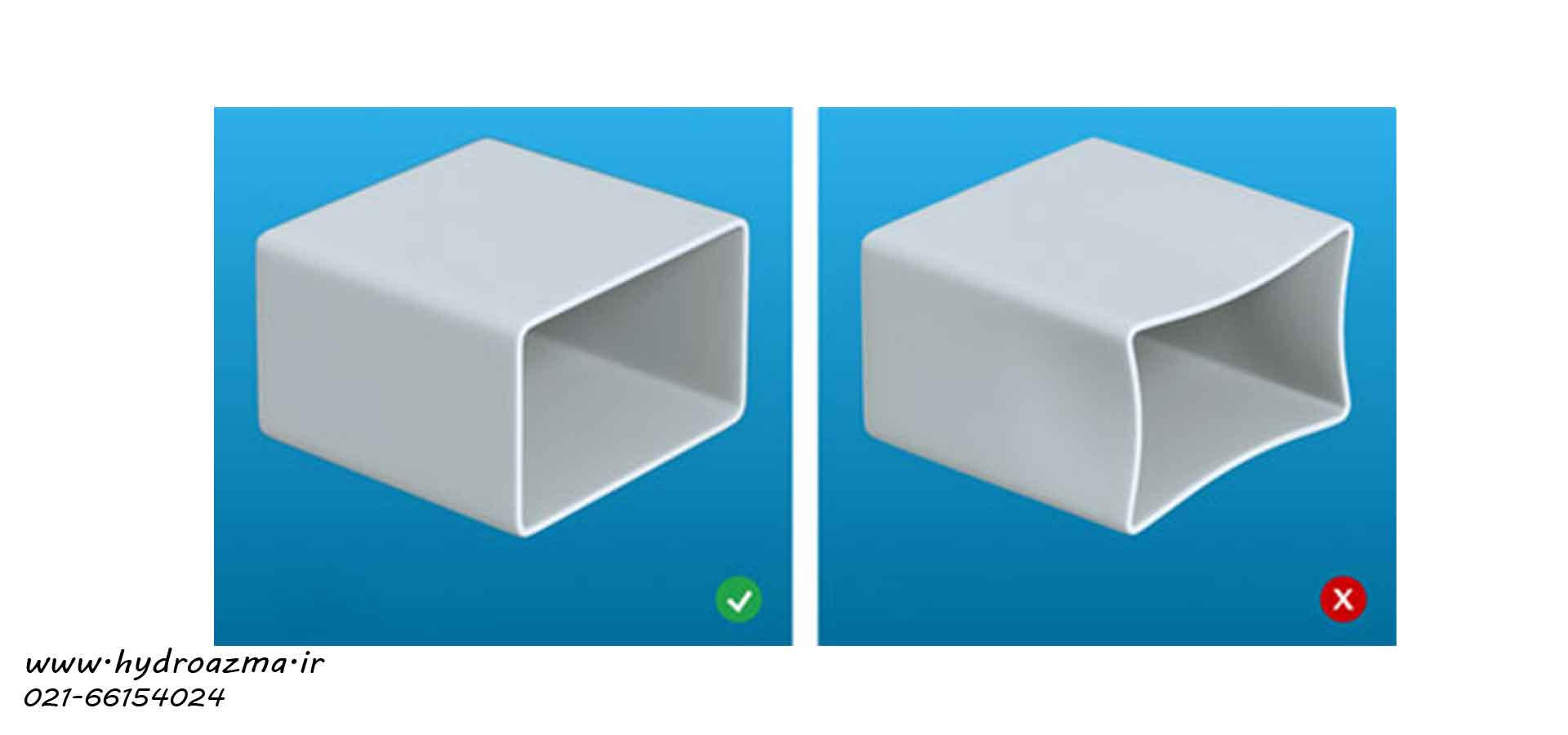
swing
Unwanted twisting or bending during the cooling process. This defect occurs due to non-uniform cooling or incompatibility of the mold. To prevent the occurrence of this defect, more time can be allocated to the cooling process of the material in the mold to avoid internal stresses and damage to the part. Considering the same thickness of the walls in the design stage can help the flow of molten plastic in one direction.
Malfunctions related to the injection unit
row
Problem
Cause
Troubleshooting
1
No injection
Nozzle blockage by foreign particles Direction control valve stuck Piston shaft break Low cylinder temperature Piston felt cup damage Cylinder flange break
After checking the nozzle, clean or replace it. Check the voltage and resistance of the valve, if there is no failure, the possibility of valve blockage, clean or replace the valve. Check the piston and replace it if it fails Checking the working temperature of the cylinder and resetting it Checking and replacing the felt bowl in case of failure Checking the flange and replacing it if it breaks
2
Loud sound during injection start
high injection speed presence of air in the oil hydraulic circuit
Inspection of injection time and adjustment of injection speed Inspection of the amount of vibration of the device during operation, ventilation of the hydraulic circuit
3
loud sound after the end of the injection
The speed of the piston movement switch is high
check injection pressure – increase injection pressure and injection time
4
Unstable injection volume
Piston oil felt bowl damage Cylinder wear
check the working pressure and replace the oil felt bowl check the condition of the cylinder in terms of wear/replacement if needed
5
High piston temperature
High rotation speed of Mardon piston High pressure above normal Friction between Mardon piston and cylinder
Check the piston rotation speed and reset it Check the condition of the output part and reduce the return pressure Check the amount of wear and replace the cylinder
6
Sound production from Mardon during injection process
Improper installation of the Mardon drive shaft Bearing damage Mardon bending The presence of iron shavings in the cylinder Rotating axis out of center
Separate the shaft from the axis and rotate it, if there is noise, replace or reinstall the bearings Separate the shaft from the drive shaft, if there is noise, replace the bearing. Check and replace from the system. Remove the Mardon from the system for checking and cleaning. Use the indicator clock to check. The permissible fluctuation is 0.02 mm.
7
The presence of black dots on the output piece
Mardon has carbon deposits Presence of carbon deposits in flanges and nozzles Dirty raw materials
Clean the piston and cylinder. After checking, clean or replace. Check the purity of raw materials
8
No suction back
back pressure is high direction control valve failure
Check the exit speed of the nozzle and reduce the back pressure Check and clean the valve.
9
Vibration of the hydromotor when filling the cylinder
The bearing is broken. Incorrect bearing adjustment Mardon deformation
Check for abnormal noise when filling the cylinder/ if there is noise, replace the bearing. Check actuator, replace Mardon.
10
Reinjection
Nozzle too small Output pressure and flow out of control
High back pressure Check and adjust the output pressure
11
Mardon fracture
Non-observance of the allowed clearance between the cylinder and the cylinder Incompatibility of raw materials with the cylinder Starting the movement of the cylinder before the material reaches the appropriate temperature
The permissible slack is ± 0.05. Before starting work, make sure the specifications of the machine and the capacity of the machine compared to the characteristics of the plastic.
Clip failures
The clamp is unable to lock the mold
Check and replace the travel switch.
Check and replace the 24V/5A power supply in the electrical panel.
Checking the output of the I/O board and the operation of the solenoid valve
Checking the condition of hydraulic safety switch and mechanical lock
Abnormal sound of mold opening and closing
Checking the lubrication pipe connection
Low amount of lubricating oil
High force applied to the clamp for performance/reduce the applied force.
Non-adjustment of the current of the amplifier board
The two plates of the mold clamp are not parallel to each other / solve the problem according to the standard table of the device.
The opening of the animated screen does not work well
The pressure of the material flow to the mold is not adjusted/check the opening speed of the clamp and the lock.
Plastic injection machine repair
These services include replacement, maintenance service and troubleshooting of plastic injection machine equipment, including injection machine controller, cylinder and mandron, hydraulic system or hydromotor, electric system or servo motor, fixed and moving plates, clamps and elements. The brand list of repairable plastic injection devices in Hydroazma company is as follows:
Diagnosing and repairing the plastic injection machine of Crossmafa, Germany
Diagnosing and repairing plastic injection machine for field concrete in Germany
Diagnosing and repairing plastic injection machine from Germany
Troubleshooting and repair of Thomson Italy plastic injection machine
Diagnosing and repairing the plastic injection machine of Mir Italy
Diagnosing and repairing the plastic injection machine of Engel Austria
Diagnosing and repairing Netstal Switzerland plastic injection machine
Diagnosing and repairing Haitian China plastic injection machine
Troubleshooting and repair of Hydachain plastic injection machine
Diagnosing and repairing the plastic injection machine of Shehab Machinery




Leave a Reply